引弧即产生电弧。焊条电弧焊是采用低电压、大电流放电产生电弧,依靠电焊条瞬时接触工件实现。引弧时必须将焊条末端与焊件表面接触形成短路,然后迅速将焊条向上提起2~4mm的距离,此时电弧即引燃。
也称点接触法或称敲击法。碰击法是将焊条与工件保持一定距离,然后垂直落下,使之轻轻敲击工件,发生短路,再迅速将焊条提起,产生电弧的引弧方法。此种方法适用于各种位置的焊接。也称线接触法或称摩擦法。擦划法是将电焊条在坡口上滑动,成一条线,当端部接触时,发生短路,因接触面很小,温度急剧上升,在未熔化前,将焊条提起,产生电弧的引弧方法。此种方法易于掌握,但容易沾污坡口,影响焊接质量。上述两种引弧方法应根据具体情况灵活应用。擦划法引弧虽比较容易,但这种方法使用不当时,会擦伤焊件表面。为尽量减少焊件表面的损伤,应在焊接坡口处擦划,擦划长度以20~25mm为宜。
在狭窄的地方焊接或焊件表面不允许有划伤时,应采用碰击法引弧。碰击法引弧较难掌握,焊条的提起动作太快并且焊条提得过高,电弧易熄灭;动作太慢,会使焊条粘在工件上。当焊条一旦粘在工件上时,应迅速将焊条左右摆动,使之与焊件分离;若仍不能分离时,应立即松开焊钳切断电源,以免短路时间过长而损坏电焊机。
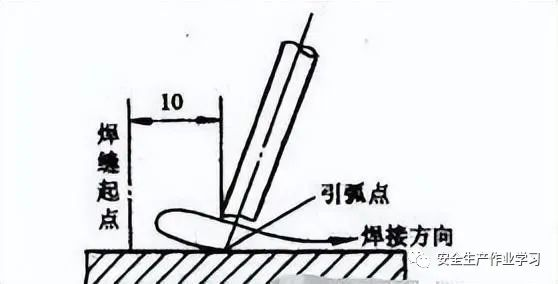
在引弧处,由于钢板温度较低,焊条药皮还没有充分发挥作用,会使引弧点处的焊缝较高,熔深较浅,易产生气孔,所以通常应在焊缝起始点后面10mm处引弧,引燃电弧后拉长电弧,并迅速将电弧移至焊缝起点进行预热。预热后将电弧压短,酸性焊条的弧长约等于焊条直径,碱性焊条的弧长应为焊条直径的一半左右,进行正常焊接。采用上述引弧方法即使在引弧处产生气孔,也能在电弧第二次经过时,将这部分金属重新熔化,使气孔消除,并且不会留引弧伤痕。为了保证焊缝起点处能够焊透,焊条可作适当的横向摆动,并在坡口根部两侧稍加停顿,以形成一定大小的熔池。
引弧对焊接质量有一定的影响,经常因为引弧不好而造成始焊的缺陷。综上所述,在引弧时应做到以下几点:
(1)工件坡口处无油污、锈斑,以免影响导电能力和防止熔池产生氧化物。(2)在接触时,焊条提起时间要适当。太快,气体未电离,电弧可能熄灭;太慢,则使焊条和工件粘合在一起,无法引燃电弧。(3)焊条的端部要有裸露部分,以便引弧。若焊条端部裸露不均,则应在使用前用锉刀加工,防止在引弧时,碰击过猛使药皮成块脱落,引起电弧偏吹和引弧瞬间保护不良。(4)引弧位置应选择适当,开始引弧或因焊接中断重新引弧,一般均应在离始焊点后面10~20mm处引弧,然后移至始焊点,待熔池熔透再继续移动焊条,以消除可能产生的引弧缺陷。

